About THR DM 12x1.75-D10
THR DM 12x1.75-D10 is a high performance solid carbide thread milling cutter designed for precise internal thread machining in CNC applications. Suitable for M12 threads with 1.75 pitch, this thread mill delivers excellent thread accuracy, superior surface finish, and consistent performance in materials such as steel, stainless steel, and alloy components. Engineered with advanced carbide grade and optimized cutting geometry, it ensures stable cutting performance, reduced tool wear, and long tool life even in demanding machining conditions. The strong D10 shank provides enhanced rigidity and vibration resistance, making it ideal for automotive components, die and mould machining, and general engineering industries. As part of premium carbide cutting tools, it is widely trusted by CNC cutting tools manufacturers and industrial cutting tools suppliers for reliable threading operations.
SUKHMANI TOTAL SOLUTIONS, a leading CNC tools supplier in India, offers high quality precision carbide thread mills with competitive pricing, reliable supply, and expert technical support.
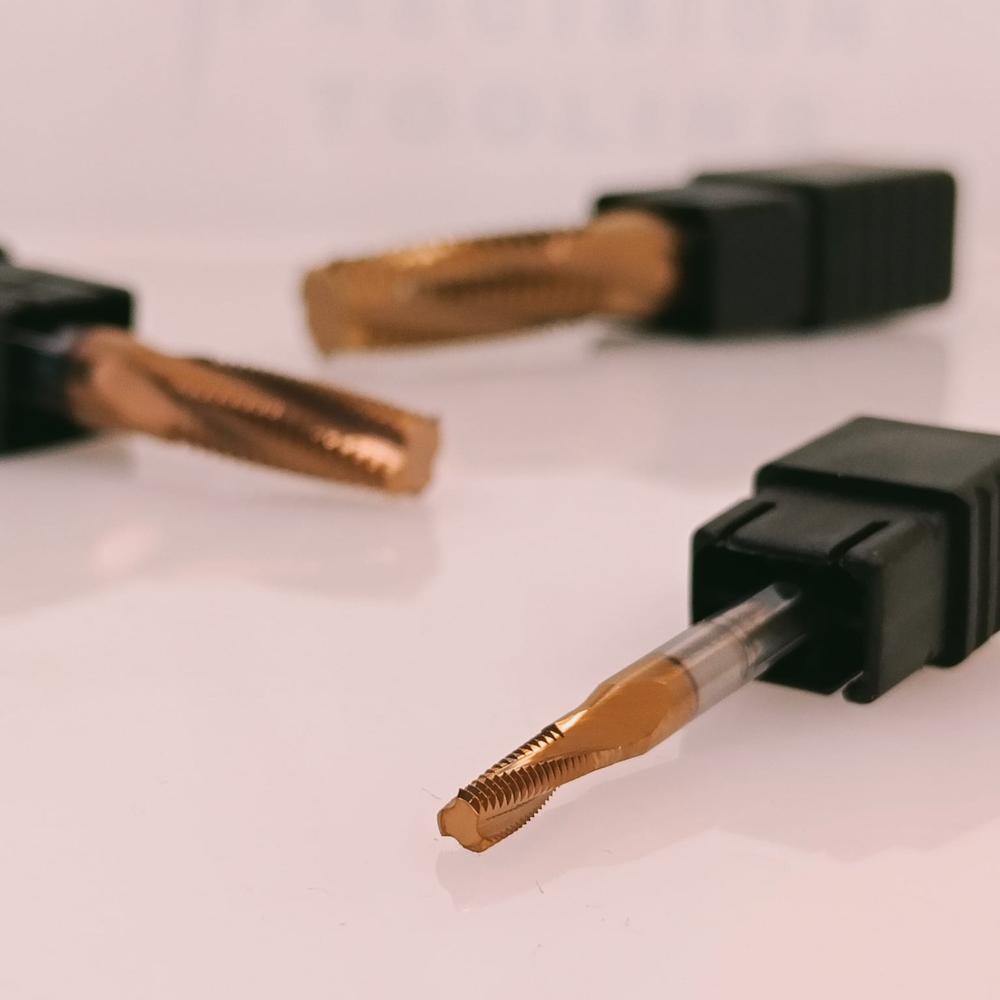
Superior Chipless Threading PerformanceThe THR DM 12x1.75-D10 employs a thread forming process, ensuring no chip generation during threading. This design is especially advantageous for blind holes where chip removal can be challenging, promoting smoother operation in both hand and machine tapping scenarios.
Enhanced Durability with TiN CoatingWith its polished and Titanium Nitride (TiN) coated surface, this forming tap not only resists wear and heat but also extends tool life significantly. The high hardness (HRC 60~65) and robust HSS-E material allow consistent performance even with demanding metals and repeated use.
Versatility Across Materials and ApplicationsWhether threading in steel, aluminum, stainless steel, or non-ferrous metals up to 35 HRC, the THR DM 12x1.75-D10 is engineered for adaptable use. Its ISO2 (6H) tolerance class ensures high-precision threads across various industrial and workshop environments.
FAQ's of THR DM 12x1.75-D10:
Q: How is the THR DM 12x1.75-D10 used for threading blind and through holes?
A: This thread forming tap is designed for chipless operation, making it highly effective for both blind and through holes. It plastically deforms the material to create internal threads, eliminating chip clogging and promoting smoother results, especially in applications requiring high precision.
Q: What materials can the THR DM 12x1.75-D10 tap be used on?
A: The tap is suitable for steel, stainless steel, aluminum, and a wide range of non-ferrous metals, provided the workpiece hardness is up to 35 HRC. Its robust construction and TiN coating allow optimal threading through tough and abrasive materials alike.
Q: When should I use a thread forming tap like the THR DM 12x1.75-D10 instead of a cutting tap?
A: Thread forming taps are ideal when you require chipless threading, enhanced thread strength, and a smooth finish. Choose this tap especially for blind holes, thin-walled pieces, and projects with difficult chip removal, as it forms threads without creating metal chips.
Q: Where can I use this thread forming tap in my workshop or production line?
A: The THR DM 12x1.75-D10 is designed for use with drill presses, CNC machines, and manual tapping machines. It's adaptable to most setups that support internal metric threading up to M12x1.75, offering flexibility for both manual and automated applications.
Q: What lubricants are recommended for optimal performance?
A: Cutting oil is strongly recommended when using this tap. Proper lubrication reduces friction and heat, ensures precise thread profiles, and extends the service life of the tool, particularly during high-torque operations in harder metals.
Q: How does the TiN (Titanium Nitride) coating benefit threading operations?
A: The TiN coating provides enhanced surface hardness, exceptional wear resistance, and superior heat management. This not only increases tool longevity but also ensures higher accuracy and cleaner threads, even during extended or demanding threading sessions.
Q: What is the process for internal threading with the THR DM 12x1.75-D10?
A: To use, select a correctly sized drill bit for a pre-hole, apply cutting oil, and insert the tap with a steady rotary motion, ensuring alignment. The forming action shapes threads without producing chips, offering higher strength threads and reduced cleaning requirements.










 Send Inquiry
Send Inquiry
